

 如果结果不匹配,请
如果结果不匹配,请 
 更多“注射模的浇注系统可分为()和()两大类。”相关的问题
更多“注射模的浇注系统可分为()和()两大类。”相关的问题
第3题
根据汽油喷射的位置,汽油喷射系统可分为()两大类。
A.直接喷射到汽缸内部的缸内直接喷射系统和喷射到进气管内的缸外进气管汽油喷射系统
B.单点汽油喷射系统和多点汽油喷射系统
C.连续喷射系统和间歇喷射系统
第5题
塑料成型注塑机可将颗粒状塑料加热熔化到流动状态,快速注入模型,保压一段时间,冷却后成型为塑料制品。SZ-250
塑料成型注塑机可将颗粒状塑料加热熔化到流动状态,快速注入模型,保压一段时间,冷却后成型为塑料制品。SZ-250A型注塑机液压系统动作顺序为:
①合模→②注射座前进→③注射→④保压→⑤预塑→⑥注射座后退→⑦开模→⑧预出制品→⑨顶出缸后退→①合模。
合模时可快速、慢速,低压及高压合模;注射时可低压和快速注射,开模时可快速和慢速开模。
第7题
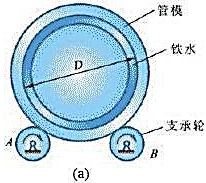
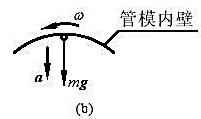
在图10-4a所示离心浇注装置中,电动机带动支承轮A、B作同向转动,管模放在两轮上靠摩擦传动而旋转。
铁水浇入后,将均匀地紧贴管模的内壁而自动成型,从而可得到质量密实的管形铸件。如已知管模内径D=400mm,求管模的最低转速n。
点击查看答案
第8题
关于熔模铸造主要生产工艺流程中,下列排序正确的是()。
A.压型制造—熔模组合—涂料涂覆—熔失熔模
B.模料制备—涂料制备—熔模组合—型壳焙烧
C.型壳硬化—熔失熔模—型壳焙烧—浇注
D.涂料制备—涂覆涂料—型壳焙烧—浇注
第9题
浇注一个厚l=25cm铝锭,在无过冷的情况下注入砂模。假设模/金属间的热阻和固态金属/液态金属间的热阻可以忽略
不计。
点击查看答案
①若砂模很薄(设3cm),砂模外侧温度保持300K,砂模很快建立平稳态传热,问多长时间这个锭可以完成凝固。
②若砂模很厚,凝固只靠砂模导热进行。问多长时间这个锭可以完成凝固。铝的熔点
















