


 如果结果不匹配,请
如果结果不匹配,请 
 更多“如图所示,螺纹底孑L已经钻削加工完毕,要求加工M12螺纹孔。”相关的问题
更多“如图所示,螺纹底孑L已经钻削加工完毕,要求加工M12螺纹孔。”相关的问题

第3题
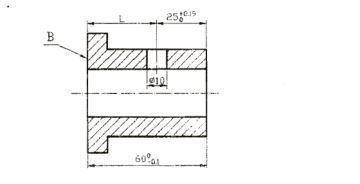
钻削如图所示12孔,初始刀具为12麻花钻,刀具位置及工件坐标系自拟。 提示:12孔为浅孔,故采用G81循环加工
钻削如图所示

提示:
第7题
在FANUC系统中孔加工循环加工通孔时一般刀具还要伸长超过()一段距离,主要是保证全部孔深加工到尺寸,钻削时还应考虑钻头钻尖对孔深的影响。
A.初始平面
B.R点平面
C.零件表面
D.工件底平面
第10题
加工如图所示外圆锥螺纹,端面及外圆锥面已加工。 相关参数值: 由圆锥D=50、d=45、L=50,得锥度C=1/10 P=3
加工如图所示外圆锥螺纹,端面及外圆锥面已加工。

相关参数值:
由圆锥D=50、d=45、L=50,得锥度C=1/10
P=3
δ1=4
δ2=2
XB=d-δ1×C-2×0.62P=45-4×1/10-2×0.62×3=40.88
XC=D+δ2×C-2×0.62P=50+2×1/10-2×0.62×3=46.48
I=(XB-XC)/2=-2.8
















